Automatic aluminum packing line consists of several systems, including rack weighing platforms, feeding station. The hydraulic and mechanical combined with driving mode make the running quick and smooth. The PLC controller and HMI is good to convenient and intelligent operattion. It is with perfect design and precise technique.
Composition of the Automatic Aluminum Packing Line
Rack Weighing Platforms
The weighing platforms can measure the weight of extrusion rack before feeding them into the automatic aluminum packing line. The Platform has a rectangular structure fabricated with standard channels and has machined plates in order to mount the load cells. There is another similar structure on top of the load cells that can accommodate the rack with aluminum extrusions with a maximum capacity of 2.5 tons. After placing the rack on this platform, its measurment will be captured and transmitted to PLC. Then it will make the operation easier.
Parameters
Number of rack weighing platforms: 5
Number of load cells on each platform: 4.
Capacity: 1 ton each load cell
Accuracy: +/- 2 Kg (0.05% of the total load cell capacity)
Feeding Station 1 (Up to 4 Mtrs.)
Feeding station 1 consists of weighing platform 1 (WS1), bundle transfer system 1 (BT1), and powered roller conveyor 1 (PRC1).
Weighing Station 1 (WS1)
Each set of extrusions is picked up from the respective rack and the bundle is formed up to the maximum weight. The operator is supposed to form the bundle with required weight by loading the profiles on this platform and set the required weight on the weight indicator near to the weighing station. The operator then enters all the information about the bundle into the weight indicator. When the required weight of the bundle is achieved, the operator can put the HDPE fabric as the end caps of the bundle. Then tapping is done and then the bundle is transferred to PRC1 and BT1.
Automatic Aluminum Packing Line
HDPE Film Dispenser
HDPE film dispenser is equipped with an erected film roll and a cutter. Required length of the film is pulled manually, and the cutting will be done by pressing the push button.
Parameters
Number of the dispenser: 6
Roll diameter: 600 mm
Roll length: 1000 mm
Bundle Transfer System 1 (BT1)
The bundle will be transferred to the respective PRC with the help of Bundle transfer system 1. Bundle transfer system consists of mechanism for giving linear motion and lifting the bundle will be with pneumatic system. As soon as bundle preparation is completed lifter will lift the bundle and moves to the PRC and moves down to place the bundle on the conveyor and comes back to home position for lifting the another bundle.
Powered Roller Conveyor 1 (PRC1)
Powered roller conveyor 1 accepts the bundle from the BT1/ WS1. These bundles are further transferred to the powered roller conveyor 2 if there is no bundle on it and BT2 is at home, or no transfer is taking place from PRC2 to next station. All rollers are coated with PU in order to avoid damage to the profiles of the products while transferring to the next station of the automatic aluminum packing line. Such cycle repeats in every stage whenever powered roller conveyor gets the bundle to transfer to the main line.
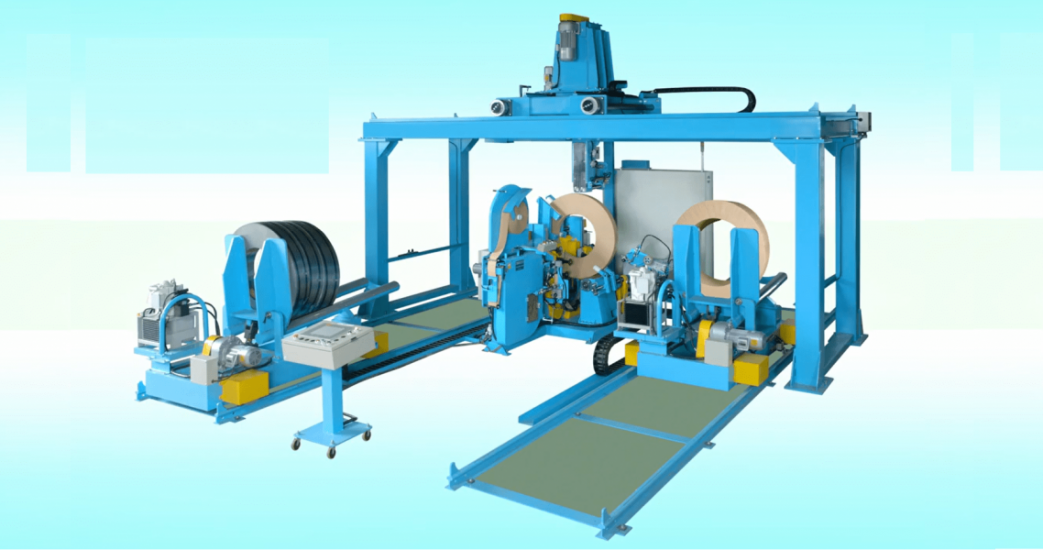
Integrated Ring Master with Tape Wrapper
The integrated ring master with tape wrapper is used to wrap the bundle with films or tapes. It has two heavy-duty steel forged rings respectively for wrapping and tapping. The film gripping, cutting and sealing are completed automatically. This system is mechanism driven by pneumatic cylinders with PU coated rollers, and controlled by PLC and field sensors.
The wrapping machine located between two conveyors wraps the pack with both the films. The core structure of the machine is a steel forged ring mounted on circumferentially pitched polyurethane coated PU rollers. The rings can rotate freely on the rollers. There are two wrapping film dispensing units mounted on the ring, the HDPE fabric and stretch film dispensing unit. The ring is driven with a belt loop connected to an electric brake motor with speed variation controlled by VFD to get various combinations of overlap on the pack. The pack is secured firmly while the wrapping is carried out with the combination of pneumatically operated compression rollers provided at the entry and exit of the wrapping machine.
Next to this station there is another ring master which is on standby. Whenever the film in first machine is exhausted, this second machine will start wrapping to avoid any interruption in production, and the film loading of the first machine is carried out simultaneously.
Parameters
Speed of ring drive: 90 rpm approx. with variable frequency drive.
Ring diameter suitable for maximum pack size: approx. 1 Mtr.
Rate of overlap: 30% VFD for the ring drive
Number of the ring master: 2
Wrapping materials: HDPE, LDPE, etc
Consumable specifications
1. Stretch film:
Thick ness: 50 microns
OD: 250 mm
ID: 3"core
Width: 250mm
2. HDPE:
OD: 250
Width: 250mm
ID: 3"core
GSM: 120
3. BOPP tape:
Tapping Machine
Taping machine is used to tape the bundle with the BOPP/ fiber reinforced tape, which moves while wrapping. It bands 3 or 4 places according to the requirement. The tapping machine located with the wrapping machine tapes the pack with the tape (3 to 4 places). The structure of the machine is steel forged rings respectively mounted on rescircumferentially pitched polyurethane PU coated rollers. The ring can rotate freely on the roller, driven with a belt loop connected to an electric brake motor. There is a dispensing unit mounted on the ring.
Powered Roller Conveyor 8
Powered roller conveyor 8 accepts the bundle from powered roller conveyor 7. These bundles are further transferred to the exit station where accumulation is being done through bundle transfer and accumulation conveyor. Labeling is also done here once the label is printed for the respective bundle. The bundle will be unloaded by forklift once it reaches the point of accumulation.
Transfer and Accumulation Conveyor
As soon as PRC 8 receives packed bundle, the transfer and accumulation conveyor lifts the bundle and transfers it to the accumulation chain conveyor. All the bundles will be accumulated here and unloaded accordingly.
Label Printer
When PRC 8 receives the bundle, the label will be automatically generated and manually applied. Report is generated by the PC and output at this exit station. The movement of the bundle is constantly tracked by the software and controlled by PLC. Software checks and confirms the data of the bundle and transmits it to the PLC before the bundle is conveyed to the next station.