Thinking About Automating Your Galvanizing Process? Let's Dive into Robotic Hot-Dip Lines.
For over three decades, I've been immersed in the world of metal finishing, and hot-dip galvanizing has always been a cornerstone of corrosion protection. In my early days, things were very manual, labor-intensive, and frankly, not always the safest or most efficient. But seeing the evolution of this industry has been incredible, especially the rise of automation. Today, I want to share my insights on a game-changer: robotic hot-dip galvanizing lines, specifically for hardware like nuts, bolts, and fasteners.
If you're in the business of producing or using galvanized hardware, you're likely facing increasing demands for higher volumes, consistent quality, and, crucially, more environmentally responsible operations. That's where automated lines come into their own. Let’s break down what makes these systems so compelling.
How Much More Productive Could Your Galvanizing Line Be? Let's Talk Numbers.
When we talk about throughput, manual galvanizing lines simply can't compete with automated systems. The robotic hot-dip galvanizing line I've been looking at is designed to handle a serious workload. We’re talking about a design capacity ranging from 2400 to 4800 tons per year. To put that in perspective, that's a mountain of galvanized hardware! And this isn't just theoretical; we're talking about real-world production for standard metal products in sizes like M8 to M20 – the everyday fasteners that hold our world together.
Now, let's get a bit more granular. This particular line boasts an hourly productivity of 1 ton, and here's the exciting part: it can be ramped up to 2.5 tons per hour if your production demands it. Think about the implications for your output and lead times. Imagine feeding metalware at a rate of 10 kg per minute, and that can be doubled to 20-25 kg every 45 seconds if needed. The beauty of a PLC (Programmable Logic Controller) system is that it allows you to fine-tune the feed rate and basket weight to hit your exact performance targets.
To visualize this, consider this productivity table:
| Production rate (feed rate of metalware) | Productivity per hour | Number of working days per year | Estimated annual productivity | |
|---|---|---|---|---|
| 1 shift / day | 2 shifts / day | |||
| 10 kg / min | 600 kg / hour | 300 days | 1440 t | 2880 t |
| 12.5 kg / min | 1 t / час | 2400 т | 4800 т | |
| 25 kg / 45 sec | 2 t / hour | 4800 t | 9600 t | |
| 31.25 kg / 45 sec | 2.5 t / hour | 6000 t | 12000 t |
Annual productivity of the hot-dip galvanizing line at various production rates
Looking at these figures, the potential for scaling up production while maintaining quality is undeniable. For businesses aiming for high-volume output, automation isn’t just a luxury; it's a necessity.
Is Going Green in Galvanizing Really Possible? Absolutely.
Environmental responsibility is no longer a niche concern; it's a core business imperative. And frankly, traditional galvanizing processes haven't always been the cleanest. However, modern robotic lines are designed with a strong environmental conscience. This particular system was "originally designed to respect the environment." That's a powerful statement.
We're talking about equipment built with energy efficiency in mind. Lower energy consumption not only reduces your operational costs but also shrinks your carbon footprint. Moreover, these automated lines are designed to minimize waste and emissions, which is crucial for meeting increasingly stringent environmental regulations.
What Makes This Galvanizing Line Tick? Key Components Explained.
Let's get under the hood and examine the key components that make this robotic hot-dip galvanizing line work so efficiently:
- Robotic Precision: The heart of the system is the industrial robot, or rather, robots. Typically, you'll find two – one for the heavy lifting of loading and unloading workpieces, and another dedicated to the delicate dance of dipping and agitating within the galvanizing bath. These robots are programmed for precise movements, ensuring consistent immersion times and coating quality. This level of precision is simply unattainable with manual operations.

Robotic arm in action, precisely handling components during the galvanizing process.
-
Electric Heating with Ceramic Baths: Forget inefficient and polluting fuel-based heating. This line uses electric heating with internal ceramic heaters. Ceramic offers excellent heat retention and distribution, leading to energy savings and a more stable bath temperature. The galvanizing bath itself is constructed with a ceramic inner coating, designed for a long service life – we're talking over 10 years. The heating elements are silicon nitride ceramic, known for their durability and efficiency.
-
Flexible Layout: Plant layout is always a critical consideration. These lines are designed to be adaptable, with linear or L-shaped configurations possible depending on your workshop space. This flexibility makes integration into existing facilities much smoother.
-
Minimal Manpower, Maximum Control: One of the key advantages of automation is reduced labor requirements. This line is designed to operate with a lean team. You’ll need personnel for:
- Preparation and loading (1 person)
- Pre-treatment (1 person)
- Galvanizing control (1 person – primarily monitoring)
- Inspection and adjustment (1-2 people)
This streamlined staffing not only reduces labor costs but also minimizes human error, leading to more consistent quality. And with a production schedule designed for 300 days a year, in one or two shifts, you can maximize your return on investment.
What Utilities Do You Need to Run This Beast?
Before you jump in, it’s important to consider the utility requirements. Running a high-productivity line like this does require significant power and resources:
| Total power consumption | 800 kVA |
| Supply voltage | 380/220V±10% |
| Water supply | water pressure not less than 0.2 MPa, DN100/DN60 |
| Compressed air supply | 10 m³/min, compressed air pressure 0.6 MPa ~ 0.8 MPa, DN25/DN40 |
Utility Requirements for the Hot-Dip Galvanizing Line
Make sure your facility can handle these demands. Adequate power supply, water pressure, and compressed air are essential for smooth and continuous operation.
Automation in Action: What’s Automated, and What Still Needs a Human Touch?
Let's be clear: "automatic" doesn't mean "lights out" operation. While these lines automate a significant portion of the process, human oversight is still crucial.
Operations Requiring Operator Presence:
- Loading metal products: While robots handle the transfer between tanks, the initial loading of parts into baskets usually requires manual intervention.
- Zinc coating quality inspection: Automated systems can monitor process parameters, but the final visual inspection of coating quality still relies on trained human eyes.
- Maintenance of the production line: Like any complex machinery, regular maintenance, lubrication, and troubleshooting require skilled technicians.
- Repair of equipment: In the event of breakdowns, repairs will necessitate manual intervention.
Automatically Performed Operations:
This is where the magic happens. The robotic line takes over the repetitive and often hazardous tasks:
- Etching and rust removal: Automated chemical processes ensure consistent surface preparation.
- Rinsing with water: Precise rinsing cycles are essential for removing process chemicals.
- Fluxing: Automated flux application ensures uniform coating adhesion.
- Drying: Controlled drying prevents issues during immersion in the molten zinc.
- Weighing and loading into the hot dip galvanizing bath: Robots handle the heavy lifting and precise placement.
- Hot-dip galvanizing: Immersion time and agitation are robotically controlled for consistent coating thickness.
- Cooling in water: Automated cooling cycles stabilize the zinc coating.
- Passivation: Automated passivation treatments enhance corrosion resistance and appearance.
Traditional vs. Eco-Friendly: Two Paths to Galvanizing Excellence.
Interestingly, this equipment is versatile enough to run both traditional and environmentally focused hot-dip galvanizing processes. Let's compare them:
Traditional Hot-Dip Galvanizing Process:
This is the classic approach, and it's still highly effective. The steps typically include:
- Surface preparation
- Alkaline rinsing and degreasing
- Rinsing in water
- Pickling and rust removal
- Rinsing in water
- Fluxing
- Drying
- Hot dip galvanizing
- Centrifugation
- Passivation
- Cooling in water
- Coating quality inspection
- Packaging
Pre-treatment workshop, housing the initial stages of the galvanizing process.
Environmentally Friendly Hot-Dip Galvanizing Process:
For those prioritizing sustainability, a more eco-conscious process is available:
- Surface preparation
- Surface Shot Blasting
- Ultrasonic cleaning
- Rinsing in water
- Fluxing
- Drying
- Hot dip galvanized
- Centrifugation
- Passivation
- Cooling in water
- Coating quality inspection
- Packaging
The key difference? The eco-friendly process emphasizes physical cleaning methods like shot blasting and ultrasonic cleaning, significantly reducing the reliance on harsh chemicals like alkalis and acids. This minimizes wastewater and chemical consumption, leading to a cleaner operation. In fact, ultrasonic cleaning can further reduce rinsing water consumption by up to 30% through cleaning and reuse systems.
Diving Deeper: Key Stages in the Traditional Process
Let’s zoom in on some critical steps in the traditional process to understand how the automated line executes them:
-
Alkaline Washing: Workpieces are immersed in a warm alkaline bath (35-45°C) to remove oils and grease. The automated system lifts and rotates the drum to drain excess alkaline solution back into the tank, minimizing chemical waste. Interestingly, for lightly soiled hardware, this step can be replaced by shot blasting or even skipped altogether by using a simultaneous degreasing and pickling solution, further reducing wastewater.
-
Water Rinsing (Post-Alkaline): A crucial step to prevent contamination of subsequent baths. The PLC-controlled gantry precisely transfers the drum to the rinsing bath, ensuring thorough removal of alkaline residues.
-
Pickling in Hydrochloric Acid: This stage removes rust, scale, and oxides. Using hydrochloric acid (16-18% concentration) is common practice. The rotating drum action enhances cleaning efficiency as parts rub against each other. Again, automated lifting and drainage minimize acid carryover.
-
Fluxing: The flux bath (60-70°C) applies a protective layer of ammonium chloride and zinc chloride mixture. This prevents oxidation before galvanizing and promotes zinc adhesion. Automated temperature control ensures consistent flux quality.
-
Drying is Critical: The drying oven is a vital step often underestimated. It prevents dangerous zinc splatter and part deformation during immersion. If moisture remains, it can cause steam explosions, leading to defects in the zinc coating. The belt dryer, with its adjustable speed and precise temperature control (80-120°C), ensures complete moisture removal.
-
Hot-Dip Galvanizing Bath – The Heart of the Process: This ceramic bath is where the magic truly happens. It’s electrically heated and features a sophisticated temperature control system, maintaining zinc temperature within ±2°C. This precise control is crucial for consistent coating thickness and quality.

Inside and outside views of the ceramic hot-dip galvanizing bath.
- Centrifugation for Excess Zinc Removal: After galvanizing, excess zinc needs to be removed, especially from threaded parts. The automated centrifuge is essential for controlling coating thickness, improving surface finish, and recovering valuable zinc (reducing consumption by over 15%).

Centrifuge designed for efficient removal of excess zinc from small parts.
-
Passivation and Cooling: Passivation enhances the zinc coating’s appearance and corrosion resistance. Automated transfer to the passivation bath and then a water-cooling bath ensures consistent treatment and stabilizes the zinc layer.
-
Quality Inspection: Even with automation, final quality checks are essential. Automated conveyance systems move parts to the inspection area for thorough examination.

Final quality inspection to ensure the galvanized hardware meets required standards.
Essential Equipment Breakdown: Building Blocks of Automation
Let's take a closer look at some of the key equipment components of this automated line:
-
Production Line Foundation: It all starts with a solid base. A cement foundation with steps and a containment system (including a fiberglass-reinforced plastic leakage protection layer) is crucial for safety and environmental protection.
-
Pre-treatment Workshop: This sealed workshop isolates the pre-treatment stages (rinsing, pickling, fluxing, drying) from the main workshop, containing fumes and ensuring a safer working environment. It includes an acid gas scrubber to further minimize emissions.
-
Chemical Treatment Baths: These are the workhorses of the pre-treatment process. Made of robust polypropylene, they are corrosion-resistant and designed for long life. Automated PLC control manages the entire chemical treatment process. Stainless steel drums (or optionally, polypropylene drums for cost savings) are used to hold and rotate the hardware within the baths. Heat exchangers are used for heating, offering longer life compared to direct immersion heaters in corrosive solutions.

Automated cleaning equipment controlled by PLC for precise process management.

Durable stainless steel drum for processing hardware in chemical baths.
- Hot Air Drying Oven: The belt dryer, with its stainless steel conveyor and precise temperature control, is essential for preparing parts for the galvanizing bath.

Automatic conveyor dryer ensuring thorough drying of parts before galvanizing.
-
Hot-Dip Galvanized Ceramic Bath: As discussed, this is the core of the galvanizing process, with its ceramic lining, electric heating, and precise temperature control.
-
Automatic Control and Robots: The PLC control system and industrial robots are the brains and muscle of the operation, ensuring consistent and efficient material handling and process execution.

Industrial robots working in tandem to automate material handling and galvanizing processes.
-
Centrifuge for Small Parts: The auto-turn centrifuge is specifically designed for efficiently removing excess zinc from small hardware items.
-
Passivation and Cooling Baths: Stainless steel baths and conveyors ensure durability and corrosion resistance in the post-galvanizing treatment stages.
Auxiliary Equipment: Supporting a Clean and Efficient Operation
Beyond the main production line, several auxiliary systems contribute to the overall efficiency and environmental performance:
- Acid Mist Scrubber: This system captures and neutralizes acid vapors generated during pickling, preventing harmful emissions.

Acid mist scrubber system for capturing and neutralizing harmful acid vapors.
- Smoke and Dust Cleaning System: This system tackles fumes and dust generated during the galvanizing process, using a Venturi scrubber for efficient filtration and low operating costs.
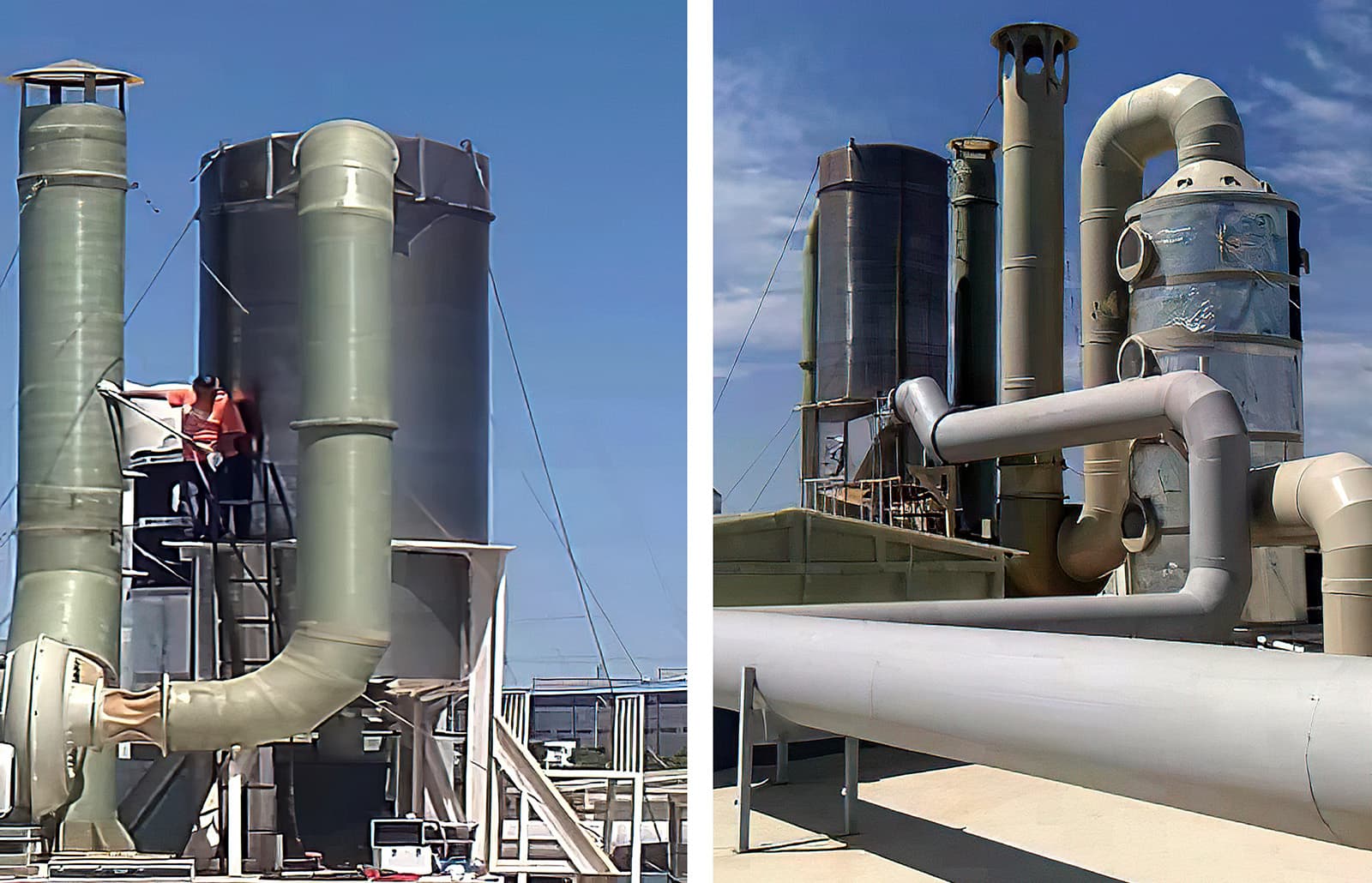
Smoke and dust cleaning system employing a Venturi scrubber for effective air purification.
- Deironing Equipment for Flushing Water and Flux: This innovative system removes iron ions from rinse water and flux solutions. This is a game-changer for reducing waste, recycling water, and improving galvanizing quality. By removing iron, it minimizes dross formation in the zinc bath and reduces the risk of non-galvanized spots. The recovered water is reused, minimizing discharge and saving costs.

Deironing equipment for purifying rinse water and flux, promoting water reuse and reducing waste.
Similar Automated Galvanizing Solutions on the Market
While this robotic hot-dip galvanizing line showcases advanced automation, it’s not the only player in the field. Several companies offer similar automated solutions, each with its own strengths and features. Here are a few examples of functionalities and features you might find in comparable systems:
-
Automated Material Handling with AGVs (Automated Guided Vehicles): Some systems integrate AGVs to transport baskets of parts between different stages of the process, further reducing manual handling.
-
Advanced Process Monitoring and Control Software: Beyond basic PLC control, some systems offer sophisticated software platforms for real-time process monitoring, data logging, and remote diagnostics. This allows for proactive maintenance and process optimization.
-
Customizable Line Configurations: Different vendors offer varying degrees of customization, allowing you to tailor the line layout, capacity, and features to your specific needs and factory space.
-
Focus on Specific Hardware Types: Some automated lines are designed for specific types of hardware, such as fasteners, pipes, or structural steel components, optimizing the process for those particular items.
-
Emphasis on Energy Efficiency and Sustainability: Many modern systems highlight energy-saving technologies like improved insulation, heat recovery systems, and optimized bath designs to minimize environmental impact.
-
Integration with Industry 4.0 and Smart Factory Concepts: Increasingly, automated galvanizing lines are being designed to integrate with broader factory automation systems, enabling data exchange, predictive maintenance, and remote operation as part of the Industry 4.0 trend.
Is Robotic Automation Right for You?
Investing in a robotic hot-dip galvanizing line is a significant decision. But in my experience, for high-volume hardware producers, the benefits are compelling: increased productivity, consistent quality, reduced labor costs, and a smaller environmental footprint. If you're looking to modernize your galvanizing operations and stay competitive in today's market, exploring automated solutions like this is definitely worth your while. The future of galvanizing is undoubtedly leaning towards smarter, more automated, and more sustainable technologies.



