Pallet Inverter Safety Tips for Spain Plants Facing CE-certified machines for food-grade operations
Are you running a food-grade operation in Spain and thinking about a new pallet inverter? You might be worried about meeting strict safety rules. The pressure to keep your team safe, pass audits, and maintain high hygiene standards is immense. A single mistake with equipment can lead to costly downtime, product contamination, or even serious accidents. This challenge is real for many plant managers I speak with across Europe. They need a solution that is not just efficient but also fully compliant and safe from day one.
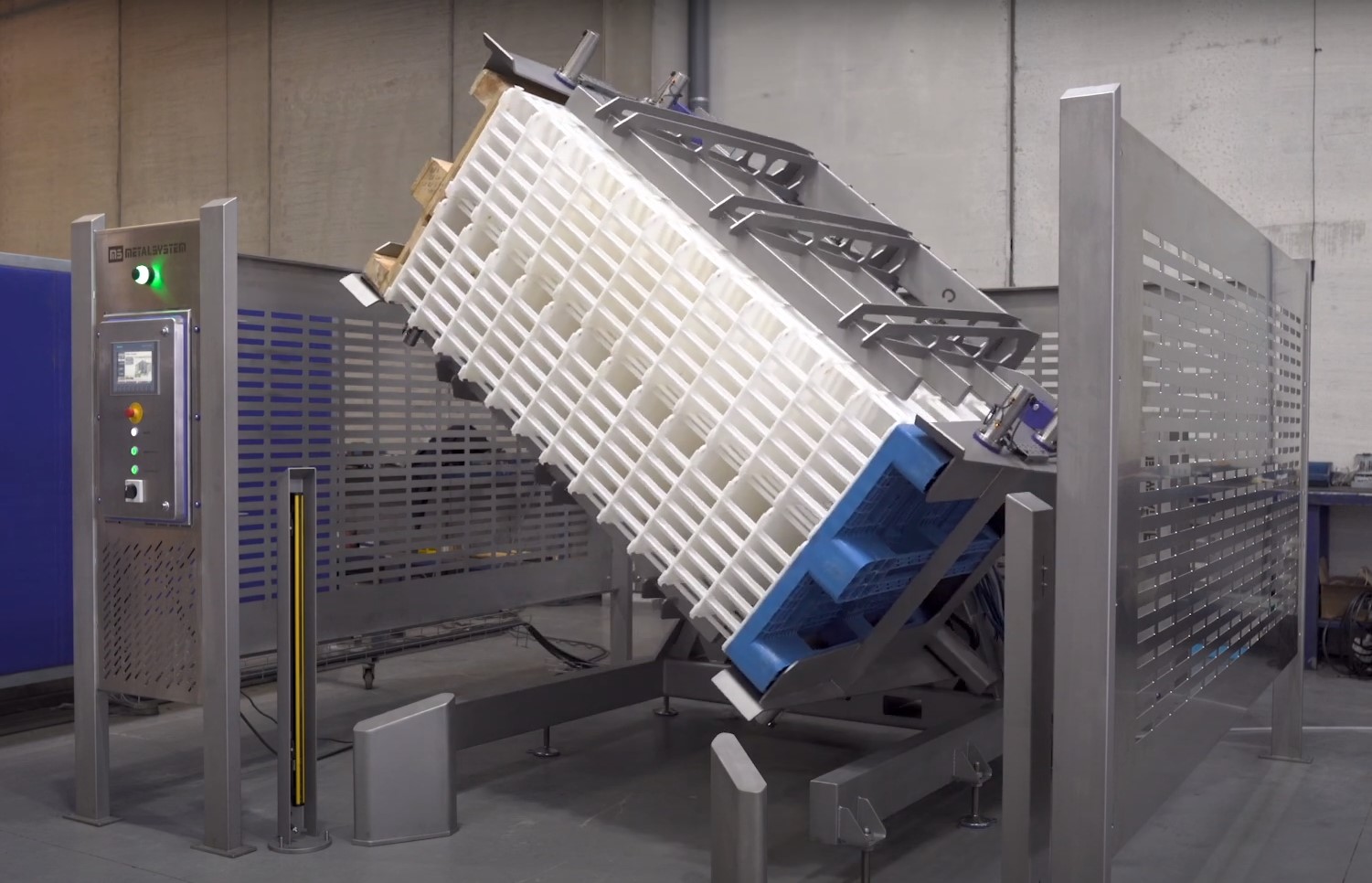
The best way to ensure safety in Spanish food plants is to choose a pallet inverter that is CE-certified specifically for food-grade operations. This means the machine meets the European Union's high standards for mechanical and electrical safety, hygiene, and materials. A CE-certified machine will have features like stainless steel construction, enclosed mechanisms to prevent contamination, and advanced safety sensors. Following a detailed risk assessment and providing comprehensive operator training are also critical steps to guarantee a safe working environment.

I have seen many plants in Spain and across the EU struggle with these same issues. It's not just about buying a machine. It's about integrating a safe, reliable, and compliant solution into your workflow. The good news is that understanding the core safety requirements is the first step toward making the right choice. In this article, I will walk you through the key safety tips for pallet inverters. We will cover CE marking, risk assessments, operator training, and maintenance. My goal is to share my knowledge from years in the industry to help you protect your team and your business.
What are the core CE marking requirements for pallet inverters in food-grade environments?
Does the CE mark on a pallet inverter feel like a complex puzzle? Many plant managers in Spain's food industry see it as just another bureaucratic hurdle. They worry that meeting these standards will be expensive and complicated, potentially delaying projects. They fear choosing the wrong machine could lead to failed inspections, fines, or worse, a safety incident that damages their company's reputation. This uncertainty can make a necessary investment feel like a risky gamble.
A CE-certified pallet inverter for food-grade use must comply with several key EU directives. The Machinery Directive (2006/42/EC) is the most important. It requires safety features like emergency stops, protective guarding for all moving parts, and secure hydraulic and electrical systems. For food environments, the materials used must also be considered. This often means using stainless steel (like 304 or 316 grade) for any surfaces that could contact the product. Also, the design must be easy to clean to prevent bacterial growth and cross-contamination.

Diving Deeper into CE Directives
From my experience, the CE mark is not just a label. It is a promise of safety and quality. It shows that the manufacturer has done the hard work to ensure the machine is safe for your team and your products. Let's break down what this really means for a pallet inverter in a Spanish food plant.
Machinery Directive (2006/42/EC)
This is the foundation of CE marking for any machine. It's all about fundamental health and safety. For a pallet inverter, this directive covers several critical areas.
- Guarding: All moving parts, like the clamping mechanism, rotation system, and conveyor belts, must be fully guarded. This can be done with fixed physical barriers, like fences, or with light curtains. Light curtains are safety devices that create an infrared beam. If an operator breaks the beam, the machine stops immediately. In Spain, workplace safety inspectors are very strict about proper guarding.
- Emergency Stops: The machine must have clearly visible and easily accessible emergency stop buttons. These buttons must override all other controls and bring the machine to a safe stop as quickly as possible.
- Control Systems: The machine’s control system must be designed to be fail-safe. This means if a component fails, the machine should default to a safe state. For example, if a sensor fails, the pallet inverter should not start a new cycle.
Low Voltage Directive (2014/35/EU)
This directive applies to electrical equipment operating between 50 and 1000 volts for alternating current. It ensures the electrical components of the pallet inverter are safe. This includes proper insulation of wires, protection against electric shock, and ensuring components do not overheat. In a food plant, where washdowns with water are common, the electrical enclosures must have a high IP (Ingress Protection) rating, such as IP65 or higher, to protect against water jets.
Materials and Hygiene Standards
While there isn't one single "food-grade directive," the principles are drawn from regulations like (EC) 1935/2004 on materials intended to come into contact with food.
- Stainless Steel: For food-grade machines, any surface that might touch the food packaging (or the food itself, in some cases) must be made from corrosion-resistant material. Stainless steel 304 is the industry standard because it is durable and easy to clean.
- Design for Cleanliness: The machine should be designed with no sharp corners, crevices, or hard-to-reach spots where food particles and bacteria can accumulate. Welds should be smooth and continuous. This is crucial for preventing cross-contamination, especially in facilities handling allergens.
Here is a simple table to show the difference:
| Feature | Non-Compliant Machine | CE-Certified Food-Grade Machine |
|---|---|---|
| Material | Painted carbon steel | 304/316 Stainless steel for contact surfaces |
| Guarding | Open moving parts | Fully enclosed with physical guards or light curtains |
| Welds | Rough, with gaps | Smooth, polished, and continuous |
| Electricals | Low IP-rated enclosures | High IP-rated (e.g., IP65) enclosures for washdown |
| Documentation | No technical file or Declaration of Conformity | Complete technical file and signed Declaration of Conformity |
Choosing a CE-certified machine is an investment in safety, compliance, and peace of mind. It protects your workers and ensures your products meet the high standards expected in the Spanish and EU food markets.
How can risk assessment specifically address the unique hazards of pallet inverters in Spanish food plants?
You know a risk assessment is necessary, but are you sure how to apply it to a pallet inverter in your specific food plant? Many managers in Spain worry they might miss a critical hazard. The unique combination of heavy loads, powerful machinery, and strict hygiene rules creates a complex environment. An incomplete assessment could leave your team exposed to crushing injuries, your products at risk of contamination, and your company liable for non-compliance with Spanish health and safety laws.
A specific risk assessment for a pallet inverter in a food plant must go beyond generic machine safety. It should identify hazards unique to this application. These include crushing points during the 180-degree rotation, pinch points in the clamping mechanism, and ergonomic risks from manual pallet handling. It must also assess hygiene risks, such as potential contamination from hydraulic fluid leaks or the difficulty of cleaning certain machine parts. The assessment should then propose concrete control measures, like installing light curtains, using food-grade hydraulic oil, and creating clear exclusion zones around the machine.
Diving Deeper into the Risk Assessment Process
A proper risk assessment is a systematic process. It’s not just a box-ticking exercise. It's about thinking critically about what could go wrong and how to stop it. I always advise my clients to involve their operators in this process. They are the ones using the machine every day, and they often see potential problems that engineers or managers might miss. Here’s how I break down the process for a pallet inverter in a food-grade setting.
Step 1: Identify the Hazards
First, we list every possible thing that could cause harm. We think about the machine, the task, and the environment.
- Mechanical Hazards: These are the most obvious. We are talking about the powerful clamping tables that hold the pallet and the rotational movement. This creates crushing, shearing, and impact hazards. What if someone reaches in while it's moving?
- Electrical Hazards: As mentioned before, washdown procedures in food plants increase the risk of electric shock if the electrical systems are not properly protected.
- Ergonomic Hazards: How do operators load and unload pallets? If they are manually moving pallets or adjusting loads, there is a risk of strains and sprains. We must consider the height and reach requirements.
- Hygiene Hazards: This is critical for food plants. A leak of standard hydraulic oil can contaminate an entire batch of products, leading to a costly recall. Also, poorly designed machines can be impossible to clean properly, creating a breeding ground for bacteria like Listeria or Salmonella.
- Operational Hazards: This includes unexpected startups, errors in the control system, or misuse by an untrained operator.
Step 2: Evaluate the Risks
Once we have our list of hazards, we need to figure out how serious they are. We look at two things: the likelihood of the hazard occurring and the severity of the potential harm. A hydraulic leak might be unlikely, but its severity is very high due to product contamination. A minor pinch point might be more likely, but the severity is lower. This helps us prioritize which risks to address first.
Step 3: Implement Control Measures
Now we decide what to do about the risks. We use a system called the hierarchy of controls.
- Elimination: Can we get rid of the hazard completely? For example, a fully automated system with conveyors could eliminate the need for manual pallet handling, removing the ergonomic hazard.
- Substitution: Can we replace the hazard with something safer? A great example is substituting standard hydraulic oil with H1-certified food-grade lubricant. If it leaks, the product is not contaminated.
- Engineering Controls: This is where machine design is key. This includes physical guards, light curtains, two-hand controls (requiring the operator to use both hands to start the machine, keeping them clear of moving parts), and interlocked gates that stop the machine if opened.
- Administrative Controls: These are the rules and procedures you put in place. This includes clear work instructions, warning signs in Spanish, and designated safe zones around the machine.
- Personal Protective Equipment (PPE): This is the last line of defense. It includes safety shoes, gloves, and eye protection.
Here's a table showing how to apply this to a pallet inverter:
| Hazard | Risk Evaluation (Severity/Likelihood) | Control Measures |
|---|---|---|
| Crushing during rotation | High / Medium | Engineering: Fencing with interlocked gate, light curtains. Admin: Exclusion zones, warning signs. |
| Hydraulic fluid leak | High / Low | Substitution: Use H1 food-grade hydraulic oil. Engineering: Regular hose inspection and maintenance plan. |
| Bacterial growth | High / Medium | Engineering: Machine designed with stainless steel and no crevices. Admin: Documented daily cleaning procedures. |
| Manual handling strain | Medium / High | Engineering: Integrated conveyor or lift table to position pallets. Admin: Training on proper lifting techniques. |
A thorough risk assessment, specific to your plant in Spain, turns a pallet inverter from a potential liability into a safe and productive asset.
What are the best practices for training operators on CE-certified pallet inverters?
You have invested in a top-of-the-line, CE-certified pallet inverter. But is your team truly ready to use it safely and efficiently? Many plant managers assume that a new machine is intuitive. They might provide a quick demonstration and hope for the best. This can lead to operators developing unsafe habits, using the machine inefficiently, or not knowing what to do in an emergency. This not only undermines your investment but also puts your people at risk.
The best practice for operator training is a structured, multi-stage program conducted in the local language, Spanish. This program must cover more than just the "start" and "stop" buttons. It should include a detailed review of the machine's safety features, like emergency stops and light curtains. It must also cover the correct operating procedures for different load types, daily safety checks, and basic troubleshooting. Finally, it should include hands-on practice under supervision and a clear emergency response plan.

Diving Deeper into Effective Operator Training
Over the years, I've learned that training is not a one-time event. It is an ongoing process that builds a culture of safety. A well-trained operator is not just a machine user; they are the first line of defense against accidents and downtime. Here is the framework I recommend to my clients for building a robust training program.
Phase 1: Foundational Knowledge (Classroom)
Before anyone touches the machine, they need to understand the "why" behind the "how." This session should be led by a qualified trainer, either from your company or from the machine supplier like SHJLPACK.
- Review the Manual: Go through the manufacturer's operating manual, paying close attention to the safety warnings. This should be done in Spanish to ensure full comprehension.
- Explain the CE-Marking Features: Show the operators the specific safety components that are part of the CE certification. Explain what the light curtains do, where the emergency stops are, and how the interlocked gates work. Help them understand these are not annoyances to be bypassed but are there to protect them.
- Discuss the Risk Assessment: Share the findings of the risk assessment. Explain the specific hazards of the pallet inverter and the control measures that are in place. This empowers them to be active participants in their own safety.
- Emergency Procedures: What should an operator do if something goes wrong? Cover procedures for an emergency stop, a power failure, or if someone gets trapped. This must be crystal clear.
Phase 2: Hands-On Supervised Practice
Now it's time to move to the machine.
- Demonstration: The trainer should demonstrate the full operating cycle with a typical load. They should talk through each step, pointing out the safety checks they are performing.
- Guided Practice: Each operator should then perform the operating cycle under the trainer's direct supervision. The trainer provides feedback and corrects any mistakes in real-time. This is where muscle memory for safe operation is built.
- Handling Non-Standard Situations: What if a load is unstable? What if a pallet is broken? Practice these scenarios in a controlled way so operators know how to respond safely.
Phase 3: Ongoing Competency and Refresher Training
Safety knowledge can fade over time.
- Regular Refreshers: Plan for annual or semi-annual refresher training. This reinforces good habits and is a chance to discuss any near misses or new procedures.
- Training for New Hires: No new employee should ever be trained by just "watching another operator." They must go through the full, structured training program.
- Documentation: Keep detailed records of who has been trained and when. This is essential for compliance with Spanish labor laws and for any safety audits.
Here’s a sample training checklist you can adapt:
| Training Module | Operator Name | Date Completed | Trainer's Signature |
|---|---|---|---|
| Read and understood operator manual | |||
| Location and function of all E-Stops | |||
| Understanding of light curtain operation | |||
| Pre-use safety inspection checklist | |||
| Correct loading/unloading procedure | |||
| Emergency stop procedure simulation | |||
| Lock-out/Tag-out procedure for cleaning |
Proper training transforms a machine from a tool into a system where the operator and the technology work together safely and productively.
How does regular maintenance and inspection ensure ongoing CE compliance and safety?
You've done everything right so far. You bought a CE-certified pallet inverter, did a risk assessment, and trained your team. But what happens in six months? Or a year? Many businesses in Spain fall into the trap of "set it and forget it." They assume that because the machine was compliant when it was new, it will stay that way. This is a dangerous mistake. Safety features can fail, components can wear out, and small issues can become major hazards if they are not addressed. An unmaintained machine is no longer a CE-compliant machine.
Regular, documented maintenance and inspection are essential to ensure a pallet inverter remains safe and compliant with its original CE certification. This involves a schedule of daily checks by the operator, monthly inspections by a trained technician, and annual verification, often by the manufacturer or a certified third party. This proactive approach identifies and fixes potential problems like worn hydraulic hoses, misaligned sensors, or damaged safety guards before they can cause an accident or lead to a failed inspection.

Diving Deeper into a Proactive Maintenance Schedule
From my engineering background, I see machines as living systems. They need regular care to perform at their best and stay safe. A maintenance plan is not an expense; it's an investment in uptime and safety. For a pallet inverter in a demanding food-grade environment, this is even more critical. Here’s a practical maintenance schedule that keeps your machine in top condition and ensures it continuously meets the standards of its CE mark.
Daily Operator Checks (Before First Use)
This takes five minutes but can prevent a major incident. The operator should have a simple checklist.
- Visual Inspection: Look for any obvious damage, leaks (oil or hydraulic fluid), or loose parts.
- Test Safety Features: This is non-negotiable. The operator must test the primary emergency stop button. They should also test the light curtains by carefully breaking the beam (with a piece of cardboard, not their hand) to ensure the machine stops as it should.
- Check Guards: Make sure all physical guards are in place and secure.
- Cleanliness: Check the general cleanliness of the machine, especially around the clamping surfaces.
This daily check empowers the operator to take ownership of the machine's safety.
Monthly In-House Inspections
This should be done by a trained maintenance technician or a lead operator. It’s more in-depth.
- Inspect Hydraulic System: Check hydraulic hoses for signs of wear, abrasion, or cracking. Check fluid levels and look for any small leaks at the fittings.
- Check Electrical Connections: Inspect wiring for any damage. Ensure all electrical cabinet doors are securely closed and sealed.
- Lubrication: Check and lubricate all moving parts as specified in the manufacturer's manual. This includes bearings, chains, and pivot points.
- Sensor Alignment: Verify that safety sensors and light curtains are correctly aligned and functioning. A slight misalignment can create a dangerous blind spot.
- Structural Integrity: Check the machine's frame and welds for any signs of stress or cracks.
Annual Professional Service
I strongly recommend having an annual service performed by a certified technician from the manufacturer, like SHJLPACK. We have the specific knowledge and tools to perform a deep inspection.
- Full Functional Test: We test every function of the machine under load to ensure it performs to the original specifications.
- Component Wear Analysis: We inspect critical wear parts like bearings, motors, and hydraulic pumps and can recommend replacements before they fail.
- Control System and Software Update: We can check the PLC (Programmable Logic Controller) for any errors and install any available software updates that might improve safety or efficiency.
- Re-certification of Safety Systems: We can formally test and document that all safety systems are functioning correctly, providing you with a record for your compliance files.
Here is a sample maintenance log:
| Frequency | Task | Check | Comments/Action Taken | Technician | Date |
|---|---|---|---|---|---|
| Daily | Test E-Stop and Light Curtains | ☐ | Operator | ||
| Daily | Visual check for leaks/damage | ☐ | Operator | ||
| Monthly | Inspect hydraulic hoses | ☐ | Small weep on fitting #3. Tightened. | M. Garcia | |
| Monthly | Lubricate pivot points | ☐ | M. Garcia | ||
| Annual | Full safety system re-verification | ☐ | All systems passed. Report filed. | SHJLPACK Tech |
This structured approach ensures your pallet inverter is as safe on day 1000 as it was on day 1. It is the key to maintaining CE compliance and protecting your team.
My Insights
I want to share a story about a client I worked with a few years ago in the dairy industry. Let's call him Marco. He ran a successful cheese factory in Italy, but he was under pressure to cut costs. He needed a pallet inverter to switch from wooden pallets to plastic hygiene pallets for his cleanroom area. He got two quotes. One was from us at SHJLPACK for a fully-certified, food-grade stainless steel machine. The other was from a local workshop for a machine that was almost 40% cheaper. It was made of painted steel and had basic safety features, but no official CE documentation.
Marco chose the cheaper option. He told me, "Vincent, it does the same job. Why pay more for a sticker?"
For the first six months, everything seemed fine. But then a major supermarket chain, one of his biggest customers, came for a supplier audit. The auditor immediately flagged the pallet inverter. It wasn't made of stainless steel, creating a risk of paint chips and rust. The guarding was inadequate. And when they asked for the CE Declaration of Conformity, Marco had nothing to show them. The supermarket gave him an ultimatum: fix the non-compliance within 90 days, or they would terminate his contract.
Marco called me in a panic. The local workshop couldn't provide the documentation, and modifying the machine to meet the standards was going to be almost as expensive as buying a new one. In the end, he had to scrap the cheap machine—a complete loss—and place an urgent order with us. We worked overtime to build and deliver his CE-certified, food-grade pallet inverter.
He lost the 40% he thought he was saving, and a lot more in stress and a near-lost contract. He told me later, "Vincent, I learned a hard lesson. I was buying a machine, but what I really needed was a compliant solution. The CE mark isn't a sticker; it's insurance. It's proof that you are serious about quality and safety." That story always reminds me that my job is not just to sell equipment. It's to be a partner, to share my knowledge and help my clients make the right choice from the very beginning.
Conclusion
In short, ensuring pallet inverter safety in Spanish food plants relies on choosing CE-certified machines, conducting thorough risk assessments, and implementing continuous training and maintenance. This protects your people and business.





