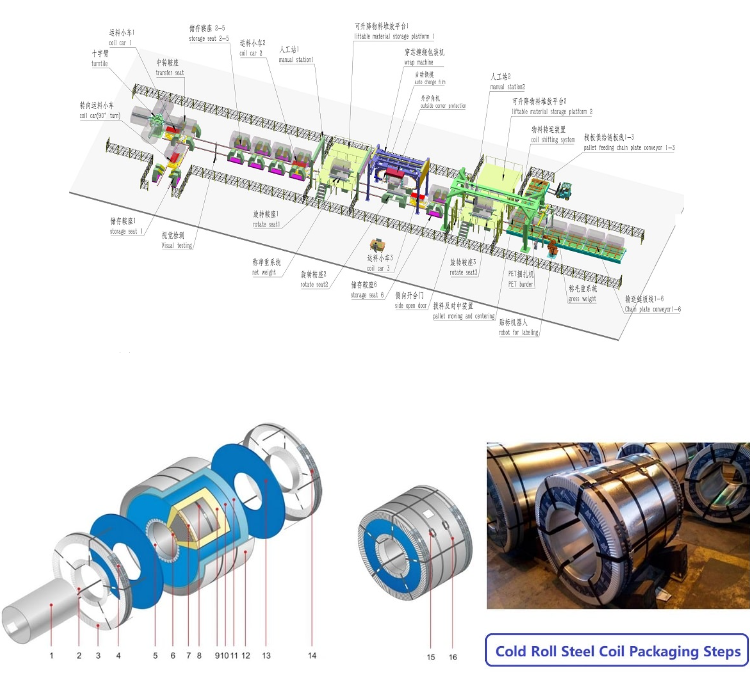
Are you tired of seeing perfectly good steel coils get damaged during stacking? I've been there. You walk through your plant and see a misaligned stack, a coil with a dented edge, or even worse, a production line stopped completely because of a stacking error. It’s frustrating. Every time this happens, it’s not just a piece of metal; it’s lost time, wasted money, and a potential safety hazard for your team. You know there has to be a better way than just accepting these losses as a cost of doing business. The solution lies in understanding and controlling the specific process parameters that make or break your stacking operation.
Achieving consistent steel coil stacking precision depends on the integration of several key process parameters: the conveyor system's speed and mechanical alignment, the accuracy and placement of sensors, the logic of the PLC control system, and the physical condition of the coils themselves. When these elements are perfectly synchronized, the system can handle coils reliably and place them with exacting precision, eliminating errors and damage.
Getting this right isn't about finding one secret setting on a machine. It's about looking at your end-of-line process as a complete system. I learned this from years of working on factory floors, first as an engineer and later building my own. I saw firsthand how a small issue in one area could cause big problems downstream. Let's break down each of these critical parameters. I want to show you how they work together, so you can build a stacking process that is not just precise, but also reliable and safe.
How does the conveyor system's speed and alignment affect stacking?
Have you ever watched two conveyors running at slightly different speeds try to hand off a heavy steel coil? It’s a recipe for disaster. The coil can jerk, skid, or become misaligned in a split second. This tiny error then gets magnified when the stacker tries to pick it up, leading to an unstable stack or a collision. It’s a constant source of anxiety for a plant manager because it directly impacts both product quality and production speed. The solution is to treat your conveyor system not as a simple transport belt, but as a precision instrument that requires perfect synchronization and alignment.
A conveyor system's speed must be variable and perfectly synchronized with the stacker's movement cycle to ensure a smooth, jolt-free transfer. At the same time, its mechanical alignment, including guide rails and stoppers, must be exact and consistently maintained to present the coil to the stacker in the correct position, every single time.

When I started my own factory, one of the first things I focused on was the interaction between different pieces of equipment. Just buying a good stacker isn't enough if the system feeding it is sloppy. You need to dive deeper into the mechanics and controls that govern the coil's journey to the stacking point.
Speed Synchronization: The Heartbeat of the Line
The core of smooth handling is controlling the speed. This isn't just about moving at one constant velocity. It’s about controlled acceleration and deceleration.
-
Variable Frequency Drives (VFDs): In our designs at SHJLPACK, we insist on using VFDs for all critical conveyor motors. A VFD allows the PLC (the machine's brain) to precisely control the motor's speed. This means we can program a "soft start" to gently get the coil moving and a "soft stop" to bring it to a halt at the exact right spot without any sudden jerks. This single feature dramatically reduces the risk of coil telescoping or shifting during transit.
-
System "Handshake": The conveyor and the stacker must communicate. We program the PLC to create a digital "handshake." The conveyor moves the coil into position and then sends a signal to the stacker: "The coil is here and ready." The stacker then signals back: "I am in position to receive it." Only then does the transfer happen. This prevents the stacker from moving too early or the conveyor from moving away before the coil is secure. I once visited a client, Michael, who was having issues with a system from another supplier. The problem was that the conveyor and stacker were on separate, unlinked timers. Any small delay in the line would throw the whole sequence off, causing jams. By integrating them with a proper PLC handshake, we solved a problem that had been costing him thousands in downtime.
Mechanical Alignment: The Foundation of Precision
You can have the most advanced controls, but if the physical structure is weak or misaligned, you'll never achieve consistency.
-
Frame Rigidity: The conveyor frame must be robust and securely anchored. In a heavy industrial environment like a steel plant, vibrations are a constant. A flimsy frame will shift over time, throwing off the alignment and causing recurring issues that are hard to diagnose.
-
Adjustable Guides and Stoppers: Coils aren't always exactly the same width. A reliable system needs adjustable side guides that can be set for a specific production run. More importantly, the final stopper that positions the coil for pickup must be heavy-duty and precisely machined. It's the physical guarantee that the coil stops in the same place, down to the millimeter.
Here is a simple breakdown of what to look for:
| Feature | Poor System (High Risk) | Good System (Low Risk) |
|---|---|---|
| Speed Control | Single-speed motor, abrupt start/stop | VFD-controlled motor with soft start/stop |
| System Logic | Independent timers, no feedback | PLC-integrated "handshake" protocol |
| Frame | Light-duty, bolted construction | Heavy-duty, welded steel frame |
| Guides | Fixed, non-adjustable rails | Hardened, easily adjustable side guides |
| Stopper | Simple metal plate | Machined, shock-absorbing stopper |
Paying attention to these conveyor details is the first and most fundamental step. It creates a predictable and stable foundation for the entire automated stacking process.
What role do sensors and control systems play in achieving precision?
Imagine trying to stack heavy coils with your eyes closed. It sounds impossible, right? Yet, many factories operate with "blind" machinery that relies on simple mechanical timers and limit switches. This leads to constant problems. A slightly out-of-place coil can cause a machine crash, damaging expensive equipment. An undetected error can lead to an entire pallet of poorly stacked coils that have to be reworked by hand. This uncertainty creates stress and inefficiency. A modern, reliable system needs to see, think, and react. This is where sensors and intelligent control systems become essential.
Sensors act as the "eyes and ears" of the stacking system, providing the control system with real-time data on the coil's presence, position, and dimensions. The PLC, or control system, is the "brain" that processes this sensor data to make intelligent, micro-second adjustments to motor speeds and actuator positions, ensuring each coil is handled and placed with maximum precision.

When we build a solution for a client, we spend a significant amount of time discussing the "what ifs." What if a coil is smaller? What if it's off-center? A robust system isn't just one that works when everything is perfect; it's one that can handle the small imperfections of a real factory floor. That intelligence comes directly from its sensors and controls.
Choosing the Right Sensors: The System's Senses
Not all sensors are created equal. Choosing the right type for the specific job and environment is crucial for reliability. A cheap or poorly suited sensor is a frequent point of failure.
-
Photoelectric Sensors: These are the workhorses. They use a beam of light to detect if a coil is present. We use them to signal when a coil has entered the stacking zone or reached the final stopper. For the harsh, dusty environment of a steel mill, we choose models with high power and features that can "see" through some dust accumulation, reducing false readings and maintenance needs.
-
Laser Distance Sensors: For ultimate precision, a laser sensor is unbeatable. It can measure the exact position and even the diameter of a coil. This data allows the PLC to adjust the stacker's gripping arms to the coil's specific size, ensuring a secure lift. It can also verify the height of the current stack, so the next coil is placed gently on top, not dropped from too high.
-
Inductive Proximity Sensors: These are incredibly reliable for detecting the presence of metal at close range. We use them as confirmation sensors on grippers or clamps to ensure the coil is securely held before a lift or move command is executed. They are not affected by dust, oil, or water, making them perfect for the toughest parts of the machine.
The PLC: The Brain of the Operation
The PLC (Programmable Logic Controller) is where the magic happens. It's a rugged industrial computer that takes all the inputs from the sensors and executes a pre-programmed sequence of actions.
-
Intelligent Logic: A simple system might just run a fixed timer sequence. A smart system, which is what we build, uses conditional logic. For example:
IFlaser sensor detects the coil is 5mm off-center,THENadjust the centering mechanism before lifting.IFa proximity sensor on the gripper does not activate,THENstop the process and signal an alarm. This proactive error-handling prevents crashes and damage. -
Flexibility and Diagnostics: A well-programmed PLC also provides huge benefits for operators. We design our human-machine interfaces (HMIs) to clearly show the status of every sensor and motor. If there's a problem, the operator doesn't have to guess; the screen will say "Error: Conveyor 2 Entry Sensor Blocked." This turns a 30-minute troubleshooting headache into a 2-minute fix. This directly addresses the need for reliable equipment that doesn't cause massive downtime.
Here’s how these components create a reliable system:
| Component | Function | Why it Matters for Precision |
|---|---|---|
| Photoelectric Sensor | Detects coil presence | Triggers the start/stop of the sequence at the right time. |
| Laser Sensor | Measures position & size | Allows the system to adapt to different coil sizes and positions. |
| Inductive Sensor | Confirms metal presence | Acts as a safety check to ensure clamps are engaged. |
| PLC | Processes data, controls motors | Makes intelligent decisions, handles errors, and ensures all parts work in harmony. |
By combining the right sensors with smart PLC programming, you transform a simple machine into an intelligent partner that actively works to protect your product and maintain your production schedule.
Why is the coil's physical condition a critical, often overlooked, parameter?
You can invest in the most precise, state-of-the-art stacking machine in the world. But what happens when you try to feed it a less-than-perfect coil? Many equipment suppliers design their machines for a perfect world, assuming every coil that arrives will be perfectly round with tight, clean edges. In my experience, that's rarely the reality on a busy factory floor. Coils can arrive with loose outer wraps, a slight "telescoping" effect, or minor edge damage from previous handling. When a "perfect" machine meets an "imperfect" coil, the result is often a jam, a failed lift, or an unstable stack. This is a huge source of frustration because you've invested in automation to solve problems, not create new ones.
The physical condition of the steel coil—including its roundness, the tightness of its wraps (telescoping), and the integrity of its edges—is a fundamental process parameter. An automated system's success is not just defined by its own precision, but by its robustness and ability to handle the inevitable variations and minor imperfections of the coils it receives.

This is a lesson I learned the hard way. Early in my career, I saw a brand-new, expensive automation line constantly faulting. The machine supplier blamed the client's "poor quality coils," while the client blamed the "sensitive machine." The truth was, nobody had designed for reality. A truly effective solution must anticipate and manage these real-world coil conditions.
Common Coil Imperfections and Their Impact
Understanding why these imperfections cause problems is the first step. It's not just about looks; it's about how they interact with an automated system.
-
Telescoping: This is when the inner wraps of a coil shift and protrude from the side. When a stacking machine tries to lift from the outside diameter (OD), it might not get a secure grip. If it lifts from the inside diameter (ID), the protruding wraps can snag on the lifting mechanism, causing damage or an unsafe lift.
-
Out-of-Roundness: A coil that isn't perfectly circular can cause problems on roller conveyors, as it will "lump" along instead of rolling smoothly. This can throw off its timing and positioning as it arrives at the stacker.
-
Damaged Edges or Loose Straps: A bent edge can prevent a coil from sitting flat, leading to a dangerously unstable stack. A loose steel strap from a previous process can get caught in the conveyor or stacking mechanism, causing a serious jam and a safety hazard.
Designing for Reality, Not Perfection
A good equipment partner doesn't just sell you a machine; they provide a solution that works in your environment. This means building in features that make the system more tolerant of imperfections.
-
Robust Centering Mechanisms: Instead of a simple V-block, a better system uses powered centering arms. These arms can gently nudge a slightly off-center coil into the correct position before it's lifted. They provide the little bit of forgiveness needed to handle minor positioning errors.
-
Intelligent Gripping: A modern stacking head can use sensors to confirm it has a secure hold before lifting. For example, if it's an ID lifting mandrel, it can have sensors to confirm it's fully expanded inside the coil. If it's an OD gripper, it can use pressure sensors to ensure it's holding the coil with the right amount of force—enough to be secure, but not so much that it damages the product.
-
Upstream Process Feedback: This is a key part of a "Total Solution." A smart stacking system can even collect data. If the sensors constantly detect that coils from a certain slitting line are telescoped, the PLC can log this. This data is incredibly valuable. It allows you to go back and fix the root cause of the problem on the slitting line, improving your overall process quality. This transforms the stacking line from a passive receiver into an active quality control checkpoint.
| Coil Problem | Impact on Automation | A Robust Solution's Feature |
|---|---|---|
| Telescoping | Unsafe grip, potential damage | Sensor-verified gripping, OD clamping options |
| Out-of-Round | Inconsistent positioning | Powered centering mechanisms |
| Damaged Edge | Unstable stack, safety risk | Vision system check, flat surface sensors |
| Loose Strap | Machine jam, safety hazard | Pre-inspection station, robust design to avoid snag points |
Focusing on the condition of the coil itself and ensuring your machine is designed to handle real-world variations is the difference between an automation project that succeeds and one that becomes a constant headache.
How do you calculate the ROI for an automated stacking system?
As a factory manager, every major purchase has to be justified. You're constantly asked, "What's the payback?" Buying a new automated stacking system is a significant investment, and it’s easy to feel pressure about the cost. You might worry that it’s a luxury you can't afford, or worse, you could be sold a machine that doesn't deliver the promised savings, leaving you with an expensive piece of equipment that doesn't solve your core problems. The solution is to move beyond a simple price tag and build a clear, honest Return on Investment (ROI) calculation. This turns the decision from an emotional one into a data-driven business case.
The ROI for an automated stacking system is calculated by adding up all the monthly savings—primarily from reallocated labor, eliminated product damage, and increased throughput—and then dividing the total initial investment by this monthly savings figure. This gives you the payback period in months, providing a clear financial justification for the project.
When I work with clients like Michael, this is one of the most important conversations we have. I don't want to just sell a machine; I want to be a partner in their success. That means being transparent about the costs and, more importantly, the potential returns. A good investment should pay for itself and then continue to generate profit for your factory for years to come. Let's break down how to build that calculation.
Identifying Your Tangible Savings (The Hard Numbers)
These are the direct, measurable cost reductions you will see on your profit and loss statement. You need to be realistic and use your own factory's numbers.
-
Labor Costs: This is often the biggest and easiest saving to calculate. How many people are currently involved in manually or semi-manually stacking coils? Don't just count their wages. You must include the fully-loaded cost: benefits, insurance, payroll taxes, etc.
- Calculation: (Number of Workers) x (Fully-Loaded Hourly Cost) x (Hours per Shift) x (Shifts per Day)
-
Product Damage Costs: Be honest about how much product is currently being damaged or scrapped due to handling errors. Track this for a month. What is the value of the coils that get dented edges, telescoped, or are otherwise damaged during stacking? An automated system with soft handling and precise placement can reduce this number to nearly zero.
- Calculation: (Average Value of Damaged Coils per Month) - (Projected Damage with Automation)
-
Safety and Insurance Costs: This one can be harder to quantify, but it's real. Manual handling of heavy coils is a major cause of workplace injuries. A serious injury can lead to massive worker's compensation claims and higher insurance premiums. Reducing this risk has a direct, albeit sometimes delayed, financial benefit. Talk to your insurance provider about potential premium reductions for implementing certified safety automation.
Accounting for Intangible Gains (The Hidden Profits)
These are benefits that might not show up as a line item but have a massive impact on your factory's profitability.
-
Increased Throughput: An automated system doesn't get tired and doesn't take breaks. It works at a consistent, predictable pace. How many more coils can you process and ship per day if you eliminate the manual stacking bottleneck?
- Calculation: (Additional Coils Shipped per Day) x (Profit per Coil)
-
Improved Employee Morale and Reduced Turnover: Your skilled workers are your most valuable asset. Moving them from dangerous, repetitive manual labor to more valuable roles like quality control or machine supervision improves job satisfaction. This reduces employee turnover, which saves you significant money in hiring and training costs.
Here is a simple template you can use to start your own ROI calculation:
| Cost/Gain Category | Current Monthly Cost | Projected Monthly Cost w/ Automation | Monthly Savings |
|---|---|---|---|
| A. Labor (e.g., 2 workers) | $8,000 | $0 (Reallocated) | $8,000 |
| B. Product Damage | $4,500 | $500 | $4,000 |
| C. Throughput Gain (Profit) | $0 | $5,000 | -$5,000 (Gain) |
| Total Monthly Savings (A+B+C) | $17,000 | ||
| Initial System Investment | $204,000 | ||
| Payback Period (Investment / Savings) | 12 Months |
By laying out the numbers this way, the decision becomes clear. It's not an expense; it's an investment in efficiency, safety, and long-term profitability.
Conclusion
Consistent stacking is not about one magic bullet. It’s about a total solution where mechanics, sensors, and smart controls work together to bring reliability and precision to your line.





